





Thuận lợi
► chu kỳ làm việc 100% (40℃);
► Dòng cắt có thể điều chỉnh liên tục, thích hợp hàn cả tấm mỏng và tấm dày;
► Nó sẽ tự động dừng cắt khi thiếu áp suất không khí hoặc áp suất thủy lực để bảo vệ mỏ hàn khỏi bị cháy;
► Có đầu nối tín hiệu đồng bộ hồ quang và tín hiệu điện áp hồ quang dễ cắt tự động và đặc biệt phù hợp để phối ghép với máy điều khiển số và rô-bốt;
► Có thể điều chỉnh độ dốc dòng điện cắt để tránh làm hỏng vòi phun và điện cực;
► Tín hiệu đánh hồ quang, tín hiệu áp suất hồ quang, chức năng kiểm soát cấp khí và đầu ra áp suất hồ quang làm cho nó đặc biệt thích hợp cho việc cắt CNC và rô-bốt;
► Có sẵn hai máy sử dụng song song, tăng gấp đôi dòng điện đầu ra để cắt vật liệu có độ dày cực tốt;
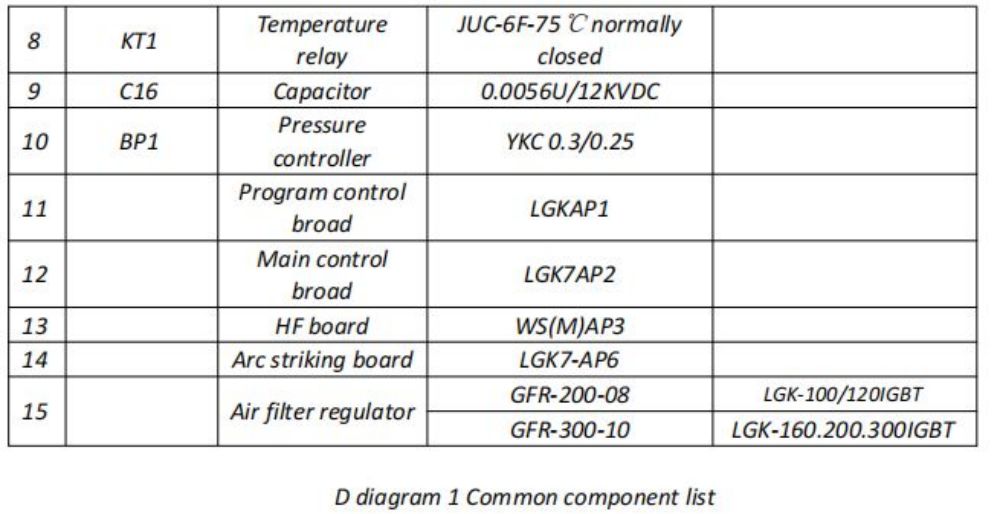
► Cài đặt máy được sử dụng, màn hình kỹ thuật số làm cho nó đặc biệt phù hợp với việc sử dụng máy và rô-bốt.
Thông số chính
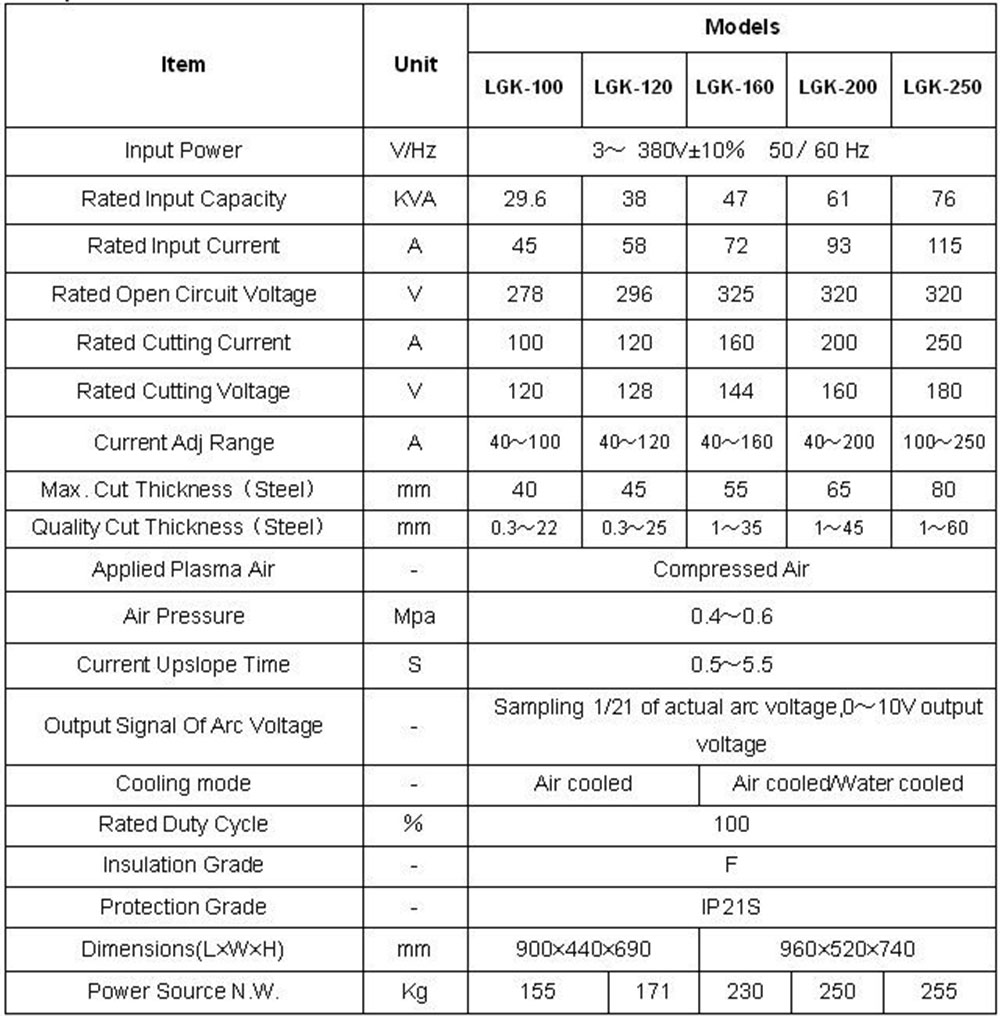
2. Điều kiện khí plasma
Phạm vi áp suất làm việc: 0.4MPa~0.6MPa
Cường độ nén đường ống cấp khí: ≥1MPa
Kích thước bên trong ống cấp khí:≥Φ8
Thông lượng cung cấp khí: ≥180L / phút
Lọc nước từ gas rồi đưa vào máy cắt
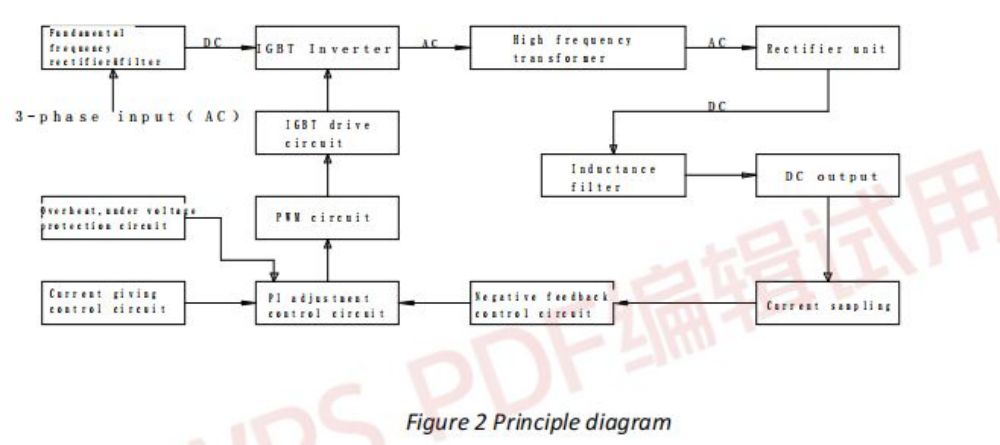
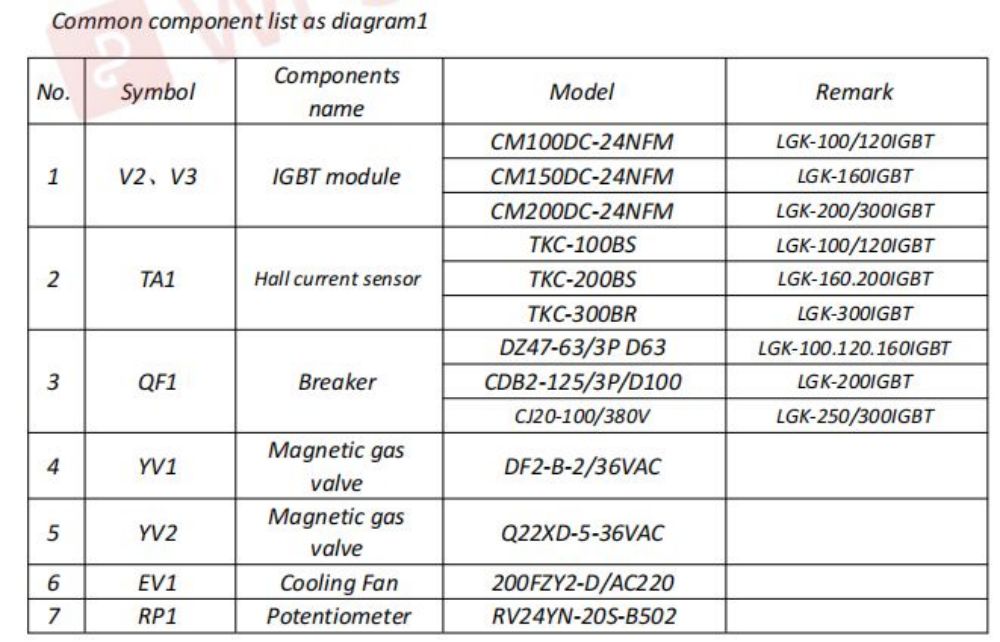
nguyên tắc làm việc
Mạch điều khiển của máy cắt sử dụng bộ phận điện tử tiên tiến IGBT làm thành phần chuyển đổi biến tần chính.Nguồn điện xoay chiều ba pha được biến đổi thành dòng điện một chiều tần số cao 20KHz sau khi được chỉnh lưu bằng bộ chỉnh lưu ba pha.Sau đó, dưới chức năng của biến tần IGBT, dòng điện một chiều được đảo ngược thành dòng điện tần số cao AC, được đảo ngược thành dòng điện một chiều sau khi giảm điện áp trong máy biến áp tần số cao, dòng điện được chỉnh lưu trong diode phục hồi nhanh.Dòng điện một chiều này được lọc qua cuộn kháng và thu được dòng cắt đầu ra.
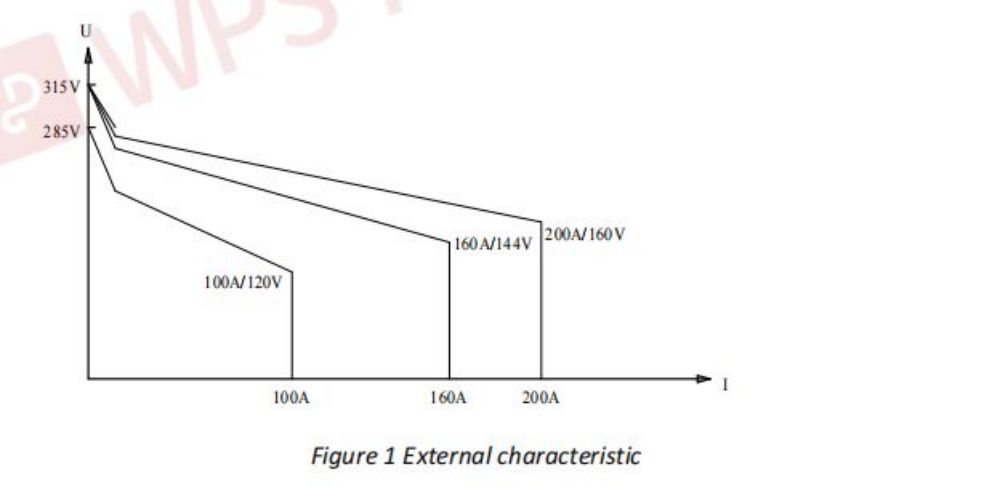
Mạch điều khiển có thể điều khiển dòng điện đầu ra bằng cách điều khiển độ rộng xung điều khiển.Dòng điện cắt thời gian thực, thu được thông qua cảm biến dòng điện nối tiếp với đầu ra đầu ra, được sử dụng làm tín hiệu điều khiển phản hồi âm.Sau khi so sánh với tín hiệu điều chỉnh hiện tại, tín hiệu điều khiển âm được gửi đến mạch tích hợp điều chỉnh PWM, sau đó một xung điều khiển được điều khiển được xuất ra để điều khiển IGBT.Do đó, dòng điện đầu ra không đổi có thể được duy trì và thu được đặc tính bên ngoài dòng điện không đổi và giảm mạnh.Vòng cung nổi bật áp dụng mô hình nổi bật tần số cao.Mạch chính đề cập đến phụ lục hình 1 và sơ đồ nguyên lý của mạch điều khiển được hiển thị như hình 2.
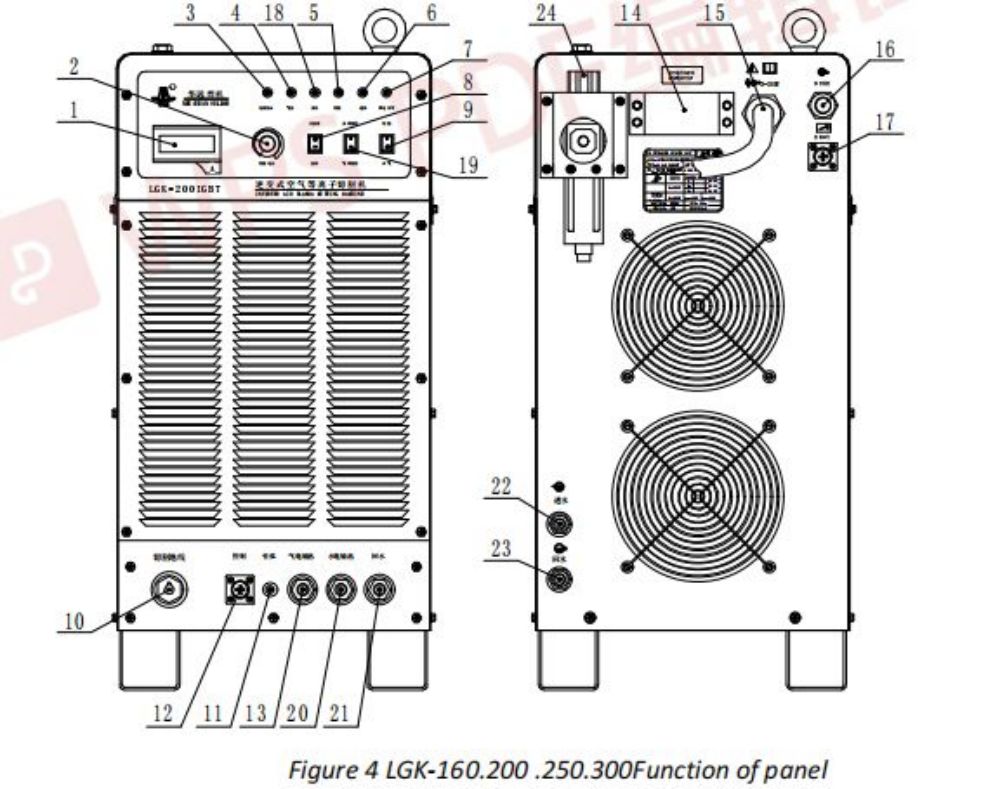
Bảng điều khiển và các chức năng của nó(LGK-100 xem Hình 3, LGK-160/200/250/300 xem Hình 4)
1.Ampere kế kỹ thuật số: Hiển thị dòng cắt đặt trước trước khi cắt, hiển thị dòng cắt khi cắt
2.Núm điều chỉnh dòng cắt: Điều chỉnh dòng cắt
3.Đèn báo nguồn: Cho biết máy cắt có được cấp điện hay không.
4.Đèn báo áp suất không khí:BẬT khi áp suất khí nén vượt quá 0,2Mpa.Nó TẮT khi áp suất nhỏ hơn 0,15Mpa.
5.Đèn báo cắt: Khi đèn BẬT nghĩa là máy cắt đã khởi động.
6.Đèn báo quá tải: BẬT khi máy cắt quá tải (thường sáng khi quạt làm mát bị hỏng.)
7.Đèn báo lỗi đầu vào: BẬT khi nguồn điện bị lệch pha hoặc thấp hơn 330VAC.
8.Công tắc chọn điều khiển khí: Khi chuyển sang chế độ Kiểm tra khí, van khí mở ra để kiểm tra dòng khí.Khi nó chuyển sang chế độ Cắt, van gas sẽ tự động mở trong quá trình cắt.
9.Công tắc lựa chọn chế độ vận hành mỏ cắt: Khi bật 2 bước, công tắc mỏ cắt phải được nhấn trong quá trình cắt và quá trình cắt sẽ dừng lại sau khi nới lỏng công tắc.Khi nó bật 4 bước, hãy nhấn công tắc mỏ cắt và nới lỏng nó, quá trình cắt bắt đầu hoạt động và dừng lại sau khi nhấn lại công tắc.
10.Ổ cắm dây nối đất cắt: Để nối dây nối đất cắt
11.Thiết bị đầu cuối dẫn hướng ngọn đuốc: Để kết nối dây dẫn ngọn đuốc.
12.Ổ cắm điều khiển mỏ hàn: Để kết nối dây tín hiệu điều khiển mỏ hàn.
13.Cực đầu ra Khí & Nguồn: cực đầu ra hiện tại cũng là cực đầu ra khí nén.Đó là đầu nối ống dẫn khí để kết nối mỏ hàn làm mát bằng nước khi sử dụng mỏ hàn làm mát bằng nước và là đầu nối để kết nối cáp làm mát bằng khí mỏ hàn khi sử dụng mỏ hàn làm mát bằng không khí.
14.Lỗ dây dự phòng cho đầu ra điện áp hồ quang: dây đầu ra điện áp hồ quang không được kết nối khi máy kết thúc.Nếu cần, vui lòng mở nắp trên của máy cắt và sử dụng dây hai lõi để kết nối đầu dây trên bảng in LGK7-AP5, có hai loại tín hiệu đầu ra, một là đầu ra 1:1 và loại còn lại là 1 :20 đầu ra, vui lòng Hình 3 LGK-100 Chức năng của bảng kết nối dây theo yêu cầu và chú ý đến điện cực âm và dương.
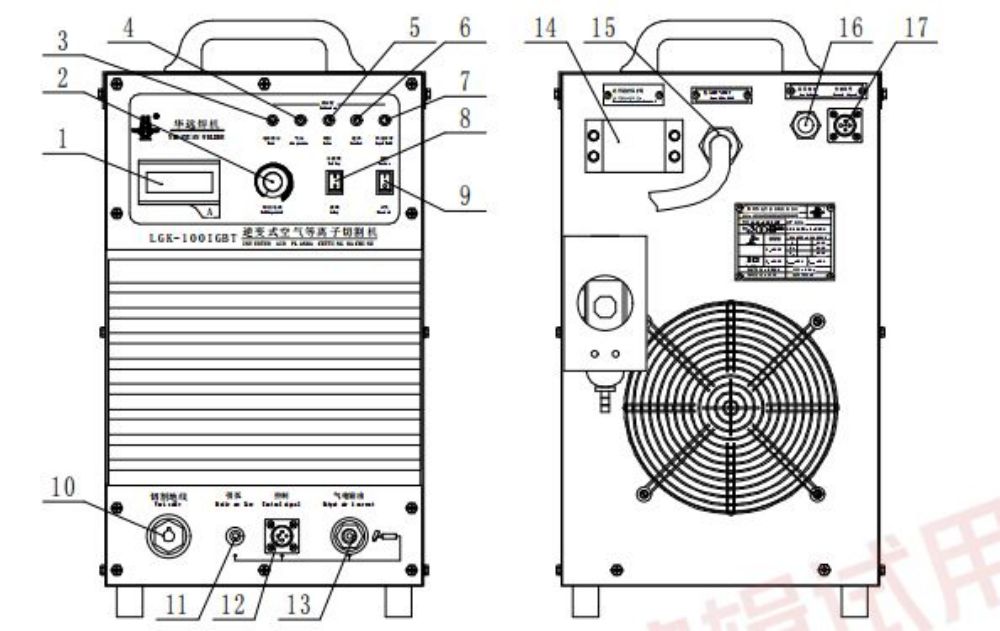
15. Đầu nối tín hiệu điều khiển: Để điều khiển thiết bị cắt tự động
16. Công tắc nguồn: Điều khiển ON/OFF nguồn 3 pha của máy cắt
17. Bộ lọc điều chỉnh áp suất không khí:Để điều chỉnh áp suất làm việc của khí nén và lọc nước từ không khí
18. Đèn báo áp suất thủy lực: kết nối nguồn nước làm mát, khi dòng nước lớn hơn 0,45L/phút, đèn sẽ sáng.
19. Công tắc lựa chọn mỏ hàn làm mát bằng khí/ mỏ hàn làm mát bằng nước: mỏ hàn làm mát bằng khí chỉ được sử dụng khi nó chuyển sang chế độ làm mát bằng khí, và mỏ hàn làm mát bằng nước được sử dụng ở chế độ làm mát bằng nước được chọn.
20. Đầu ra nước/nguồn: đầu ra dòng điện cắt cũng là đầu ra nước, nó được sử dụng để kết nối cáp làm mát bằng nước.
21. Thiết bị đầu cuối nước ngược của ngọn đuốc: Nó được sử dụng để kết nối đường ống tái chế nước.
22. Thiết bị đầu cuối nước đọng: nó được sử dụng để kết nối đường ống tái chế của bể chứa nước.
23. Đầu nối nước đầu vào: dùng để nối với đường ống đầu ra của két nước.

